Марка: 110Г13Л.
Классификация: Сталь для отливок обыкновенная.
Вид поставки: отливки: ГОСТ 2176-77.
Применение: корпуса вихревых и шаровых мельниц, щеки и конуса дробилок, зубья и передние стенки ковшей экскаваторов, железнодорожные крестовины и др. тяжелонагруженные детали, работающие под действием статических и высоких динамических нагрузок и от которых требуется высокая износостойкость.
| C | Si | Mn | Ni | S | P | Cr | Cu | Fe |
| 0,9 — 1,4 | 0,8 — 1 | 11,5 — 15 | до 1 | до 0,05 | до 0,12 | до 1 | до 0,3 | ~83 |
| США | A128, J91109, J91119, J91129, J91139, J91149 | Германия | 1.3401, 1.3802, GX120Mn12, GX120Mn13, X120Mn12 |
|---|---|---|---|
| Япония | SCMnH1, SCMnH11, SCMnH2, SCMnH3 | Франция | Z120M12, Z120M12M |
| Англия | BW10 | Италия | GX120Mn12 |
| Испания | AM-X-120Mn12, F.240, F.8251, X120Mn12 | Китай | ZGMn13-1, ZGMn13-1-4, ZGMn13-2, ZGMn13-3 |
| Швеция | 2183 | Венгрия | X120Mn13 |
| Польша | C120G13, L120G13 | Румыния | T105Mn120, T130Mn135 |
| Чехия | 17618, 422920 | Финляндия | G-X120Mn13 |
| Австрия | BOHLERK700 | Юж.Корея | SCMnH1 |
| Норвегия | 1699 |
Свариваемость материала: не применяется для сварных конструкций.
Флокеночувствительность: не чувствительна.
Склонность к отпускной хрупкости: не склонна.
Обрабатываемость резанием: HB 229, К υ тв. спл=0,25.
Температура начала затвердевания, °С: 1350-1370.
Показатель трещиноустойчивости, Кт.у.: 0,4.
Склонность к образованию усадочной раковины, Ку.р.:1,7.
Жидкотекучесть, Кж.т: 0,8.
Линейная усадка, %: 2.6-2,7.
Склонность к образованию усадочной пористости, Ку.п.:2,5.
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж/см2) | НВ |
|---|---|---|---|---|---|---|
| 20 -20 -40 -60 -80 |
360-380 | 654-830 | 34-53 | 34-43 | 260-350 240-320 220-300 190-300 90-210 |
186-229 |
| σ-1, МПА | n | Термообработка |
| 176-196 | 106 | σв=640-710 МПа |
Предел длительной прочности стали 110Г13Л
σ2001000=882 МПа, σ5501000=107 МПа, σ3001000=686 МПа, σ4001000=441 МПа
| Среда | Глубина коррозии, мм/год |
| КТВ 3% раствор NaCl |
0,043 0,081 |
Типичный пример использования стали 110Г13: сталь используется для электрошлаковой наплавки — изготовление биметаллических бил дробилок (основа — низкоуглеродистая сталь). Технология электрошлаковой наплавки предусматривает использование плавящегося мундштука с подачей электродной проволоки Св-08 диаметром 4 мм и шихтового материала, состоящего из смеси доменного и электроферромарганца в соотношении 4:1. Шихту подают через тарельчатый питатель, приводимый в движение механизмом подачи проволоки. Режим наплавки: Iс = 630 A; Uc = 22 В; hs =30 мм; ve = 104 м/ч; производительность питателя 50 г/мин.
Глубина проплавления основного металла 3-5 мм. Наплавляют слой сечением 25 X 40 мм по длине била 850 мм. Начальный и конечный участки наплавленного слоя удаляют газовой резкой, погружая била в воду, чтобы исключить возможность перегрева слоя. Места реза зачищают наждачным кругом.
Химический состав наплавленного слоя: 0,9-1,1% С; 13,5 — 14% Мn; 0,4-0,5% Si; 0,018-0,023% S; 0,08-0,09% Р. Электрошлаковый процесс обеспечивает более благоприятный термический цикл по сравнению с дуговым, меньшую склонность к образованию горячих трещин. Стойкость бил увеличивается в 8-9 раз.
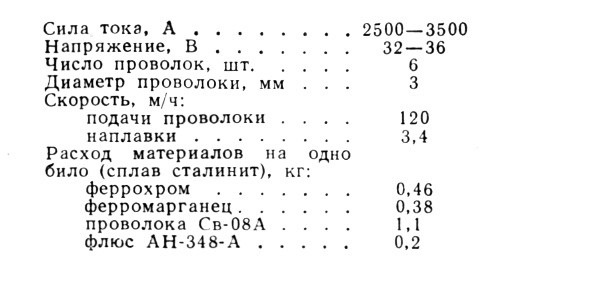
Представляет интерес технология одновременной горизонтальной электрошлаковой наплавки серии бил шахтных мельниц. После зачистки наплавляемой поверхности била укладывают в специальные кондукторы, закрепленные на замкнутой ленте транспортера. Между ними устанавливают медные пластины-прокладки толщиной 10 мм. Наплавляемая поверхность бил и медные прокладки образуют сплошную полосу, на которую подают шихту и флюс. Слой флюс — шихта — флюс расплавляют гребенкой из низкоуглеродистых проволок, подаваемых наплавочным аппаратом. Ниже приведен режим наплавки:
При горизонтальной электрошлаковой наплавке большинство операций механизировано. Дальнейшее совершенствование техники и технологии наплавки, а также повышение точности размеров заготовок бил могут позволить полностью автоматизировать процесс наплавки. Износостойкость наплавленных бил в 3 раза выше, чем ненаплавленных. После окончания операции наплавки медные пластины-прокладки вынимают, и била отделяют одно от другого.
Разработана и изготовлена промышленная установка У-305 с источником питания ТШН-15, на которой наплавляют чугунные и стальные валки штрипсового стана «300» и двух проволочных станов «250-1» и «250-2». Электрошлаковую наплавку осуществляют трубчатыми электродами D 300 мм, отлитыми центробежным методом из легированного чугуна. Длина бочки валка 450 мм, общая длина 1400 мм, материал валка — чугун с шаровидным графитом. Рабочий слой — отбеленный хромоникелевый чугун типа нихард следующего состава: 2,8% С; до 0,3% Si; 0,6% Мn; 0,8% Сr; до 3,8% Ni; до 0,55% Р и до 0,11 % S. Твердость рабочего слоя отбеленного чугуна НВ 560-630, толщина слоя 25-35 мм. Она в 2,5-3,5 раза превышает толщину допускаемого износа.
Для наплавки валков используют флюс АНФ-14. Начинать процесс можно по принципу жидкого старта или при помощи специальной смеси, содержащей флюс АНФ-14, стальную стружку и прокатную окалину. Некоторые параметры режима наплавки приведены в таблице ниже.
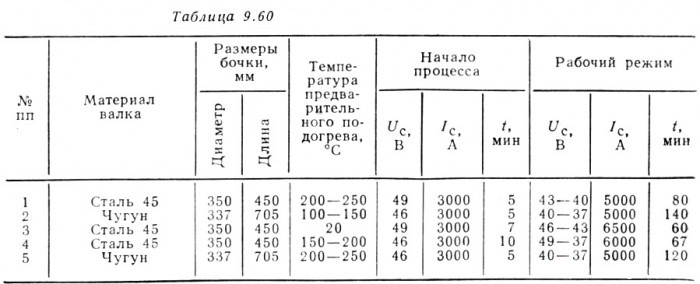
Производительность установки составляет 120-150 кг/ч. Химический состав (%) наплавленного и электродного металла приведен в таблице ниже. Порядковые номера табл. 9.61 соответствуют номерам табл. 9.60. Исследование микроструктуры наплавленного слоя (№ 3, табл. 9.60) показало, что она довольно сложна и состоит из мартенсита, нижнего бейнита, перлита, остаточного легированного аустенита и цементитной составляющей.
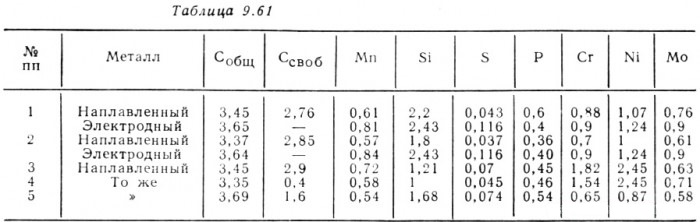
Стойкость наплавленных валков в 2-3 раза выше, чем литых чугунных двухслойных валков. В качестве антикоррозионных покрытий, наносимых электрошлаковой наплавкой, используют высоколегированные стали и сплавы на основе меди. Наиболее удовлетворительные результаты получены при электрошлаковой наплавке с минимальным проплавлением основного металла.
| σв | — временное сопротивление разрыву (предел прочности при растяжении), МПа |
| σ0,05 | — предел упругости, МПа |
| σ0,2 | — предел текучести условный, МПа |
| δ5,δ4,δ10 | — относительное удлинение после разрыва, % |
| σсж0,05 и σсж | — предел текучести при сжатии, МПа |
| ν | — относительный сдвиг, % |
| sв | — предел кратковременной прочности, МПа |
| ψ | — относительное сужение, % |
| KCU и KCV | — ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см2 |
| sT | — предел пропорциональности (предел текучести для остаточной деформации), МПа |
| HB | — твердость по Бринеллю |
| HV | — твердость по Виккерсу |
| HRCэ | — твердость по Роквеллу, шкала С |
| HRB | — твердость по Роквеллу, шкала В |
| HSD | — твердость по Шору |
| ε | — относительная осадка при появлении первой трещины, % |
| Jк | — предел прочности при кручении, максимальное касательное напряжение, МПа |
| σизг | — предел прочности при изгибе, МПа |
| σ-1 | — предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа |
| J-1 | — предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа |
| n | — количество циклов нагружения |
| R и ρ | — удельное электросопротивление, Ом·м |
| E | — модуль упругости нормальный, ГПа |
| T | — температура, при которой получены свойства, Град |
| l и λ | — коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С) |
| C | — удельная теплоемкость материала (диапазон 20o — T ), [Дж/(кг·град)] |
| pn и r | — плотность кг/м3 |
| а | — коэффициент температурного (линейного) расширения (диапазон 20o — T ), 1/°С |
| σtТ | — предел длительной прочности, МПа |
| G | — модуль упругости при сдвиге кручением, ГПа |